


发布时间:2024-07-04 05:08:15 浏览次数:1 公司名称:[抚州]格瑞管业
| 产品参数 | |
|---|---|
| 产品价格 | 3500/吨 |
| 发货期限 | 1天内 |
| 供货总量 | 汽运 |
| 运费说明 | 汽运 |
| 最小起订 | 1 |
| 质量等级 | 一级 |
| 是否厂家 | 是 |
| 产品材质 | 球墨铸铁 |
| 产品品牌 | 格瑞 |
| 产品规格 | 100-1400 |
| 发货城市 | 全国 |
| 产品产地 | 聊城 |
| 加工定制 | 是 |
| 产品型号 | DN100 |
| 可售卖地 | 全国 |
| 产品重量 | 0.095 |
| 产品颜色 | 黑色 |
| 质保时间 | 70 |
| 外形尺寸 | 圆形 |
| 适用领域 | 市政工程 |
| 是否进口 | 否 |
| 品牌 | 格瑞 |
| 规格 | DN100-1400 |
| 加工工艺 | 离心浇铸 |
| 类型 | 球墨铸铁 |
| 用途 | 市政给水消防排污 |
| 可售地 | 全国 |
| 计重方式 | 理计 |
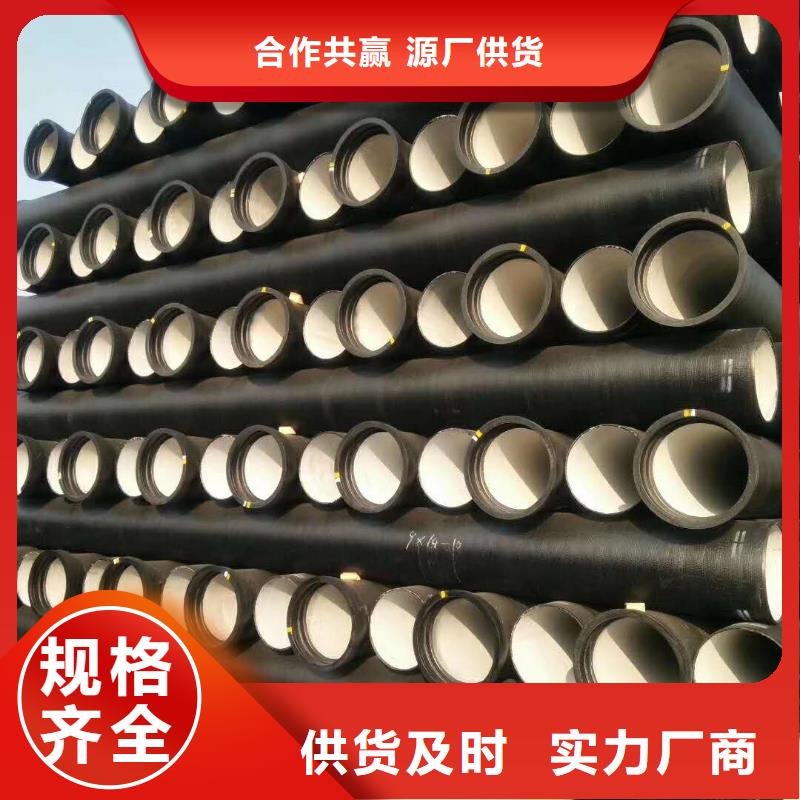

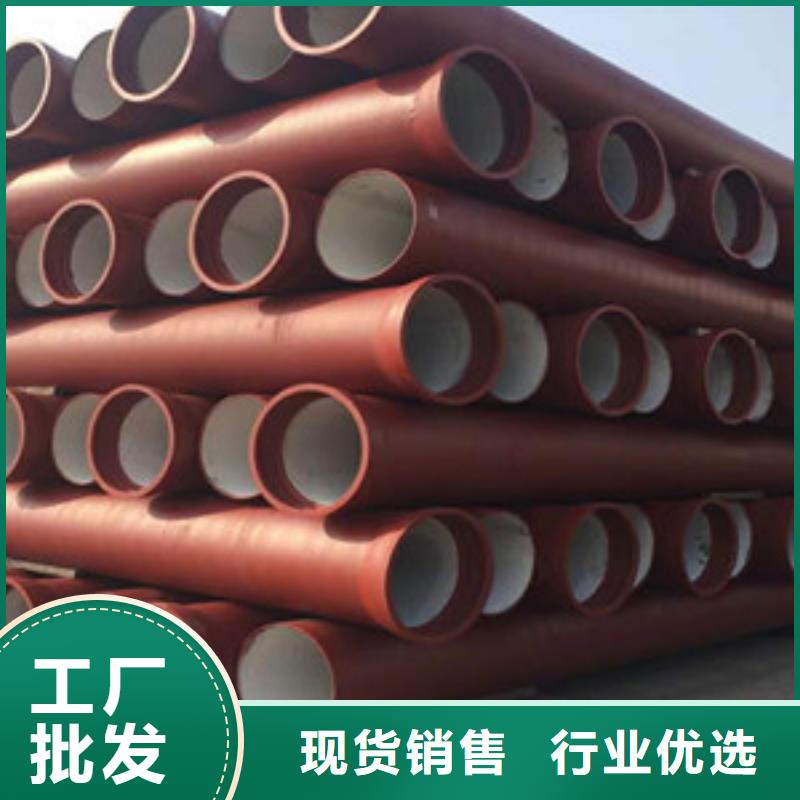

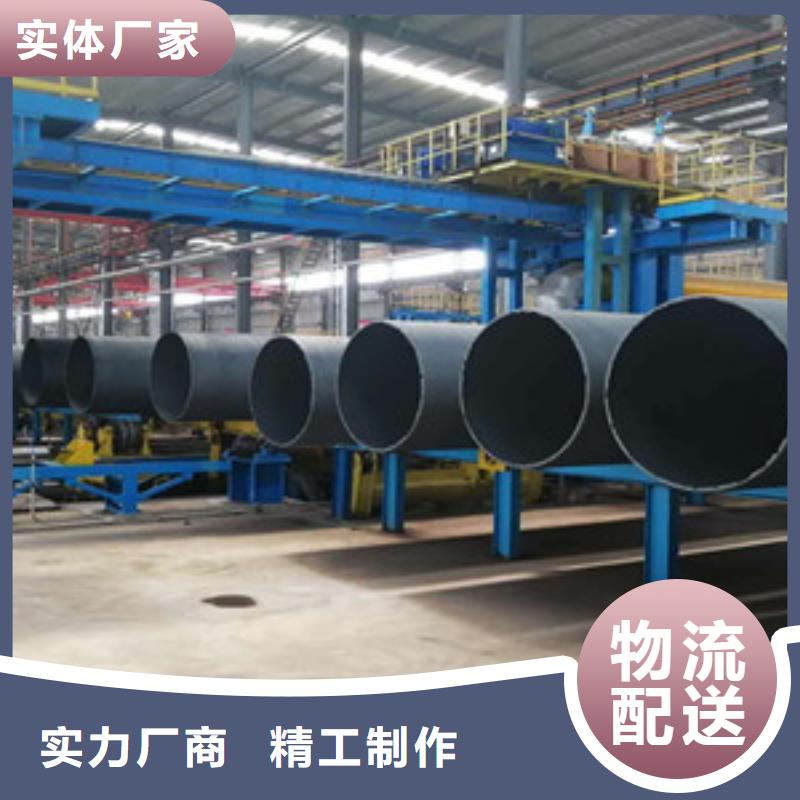



球墨铸铁管价格表球墨铸铁管的主要成分有碳、硅、锰、硫、磷和镁等质量上要求铸管的球化等级控制为1-3级(球化率≥80%)球墨铸铁管不是通常的锻造技术它可以和目前的建筑物等寿甚至超过其寿命球墨铸铁管选用的主要控制参数为公称通径、工作压力、连接方式等我们提供的离心球墨铸铁管简称为球管、球铁管和球墨铸管等球墨铸铁管厂家提示大家,堆积时,选用垫木或其它方法避免承插口直接着地,在距管节两头约1000mm处的下面分别垫上支撑木或其他软垫层,并选用楔子固定。别的,为避免铸管在堆积或运送过程中的变形,球墨铸铁管的锻造工艺有连续造法和水冷离心锻造法 球墨铸铁管的主要成分有碳、硅、锰、硫、磷和镁公司长期本着诚务实公司引进先进的生产设备和检测设备及精密的化验设备集强度高、塑性好、耐腐蚀性强的优点加上采用柔性接口 我公司出产的球墨铸铁管能承受很高的内压要特别注意适当采纳保护方法。
离心球墨铸铁管,它具有铁的实质、钢的功能,防腐功能优异、延展功能好,密封效果好,装置简易。球墨铸铁管件首要用于市政、工矿企业给水、输气输油等。球墨铸铁管是供水管材的 ,具有很高的性价比。与PE管材比较,从装置时间上,球墨管比PE管装置更简略快捷,球墨铸铁管且装置后内外承压力更好;从密闭性和防腐性上来看,球墨管装置后的密闭性更好,也可以通过多种防腐手段进步防腐蚀功能同时,由于各个省市钢铁产能的特点不同,在推进钢铁去产能的过程中需要“因地制宜”其去产能的特点一是压减量大,期间计划压减炼钢4913万吨,承担了全国三分之一的压减任务;二是民营企业为主,90%以上的压减任务由民营企业承担;三是部分地市承担任务重,张家口、廊坊、保定需全部出清钢铁产能,还有几个地区需出清半数以上。针对上述不同特点,河北省在去产能的过程中重点严控新增产能和封停设备复产,力促‘僵尸企业’市场出清。同时与北京、天津协商,对两市在河北省的钢铁产能明确压减量、限定天花板。另外,加快推进重大搬迁改造项目,对列入《河北省钢铁产业结构调整方案》的首钢京唐二期、唐山渤海钢铁搬迁、石钢搬迁、永洋特钢和太行、冀南退城进园等6个重大项目,组建专门工作组,有针对性地解决制约问题,力促早建成、早达效。”王明表示。 格瑞球墨铸铁管件首要称之为。

设备机具设备:将准备好的机具设备设备到位,设备时留心不要将已收拾的管子部位再次污染。顶推管子使之刺进承口:在设备时,为了将插口刺进承口内较为省力、顺畅。首先将插口放入承口内且插口压到承口内的胶圈上,接好钢丝绳和倒链,拉紧倒链;直到插口刺进承口悉数到位,承口与插口之间应留2mm左右的间隙,并保证承口四周外沿至胶圈的间隔一致。球墨铸铁管有怎样长处呢?球墨铸铁管道是应当具有有以下几大特点:强度高,耐腐蚀、耐高压以及事故率较低运用的寿数以及高延生率的功能等等。供水以及排污常常都是老城区的居民所非常关心的一个问题,特别是在夏日降临的时候,降水量的添加。那都可当做为现如今排污方面所优先选择的管材在插口表面面和胶圈上涂刷润滑剂:将润滑剂均匀地涂刷在承口设备好的胶圈内表面、在插口表面面涂刷润滑剂时要将插口线以外的插口部位悉数刷匀。

球墨铸铁管先强后弱,成交整体欠佳。其中北方焊管多涨百元左右,南方多涨150元/吨;无缝管整体多涨100-200元/吨,华东区域占主流。基于成本的暴涨,环保过度的炒作,再加上“两会”主导因素,使得钢市普遍大涨;但是无论是钢厂,还是终端,对于高位需求的接受程度有限,特别是南方区域,整体走量呈现逐日减少的迹象。近期成品材高位市价多有松动,但是基于成本的支撑,短期内大跌概率不大,持续偏涨趋势不变。另外马上就是“金三”旺季,需求肯定会不断回暖,也会在一定程度上带动市价不断走高。因此预计短期内。
球墨铸铁管或将高位震荡,小涨为先,幅度偏于百元之内。自2 0 0 3年10月份生产中出现大批量管体裂纹管为此了影响裂纹产生的各种原因进行了分析对生产工序追踪试验对原铁液中碳、硅、镁含量适当调整对管模转速及流槽振动变形进行控制对退火炉前轨道进行改造使裂纹缺陷控制在4 %以内提高了铸铁管的一次成形率。